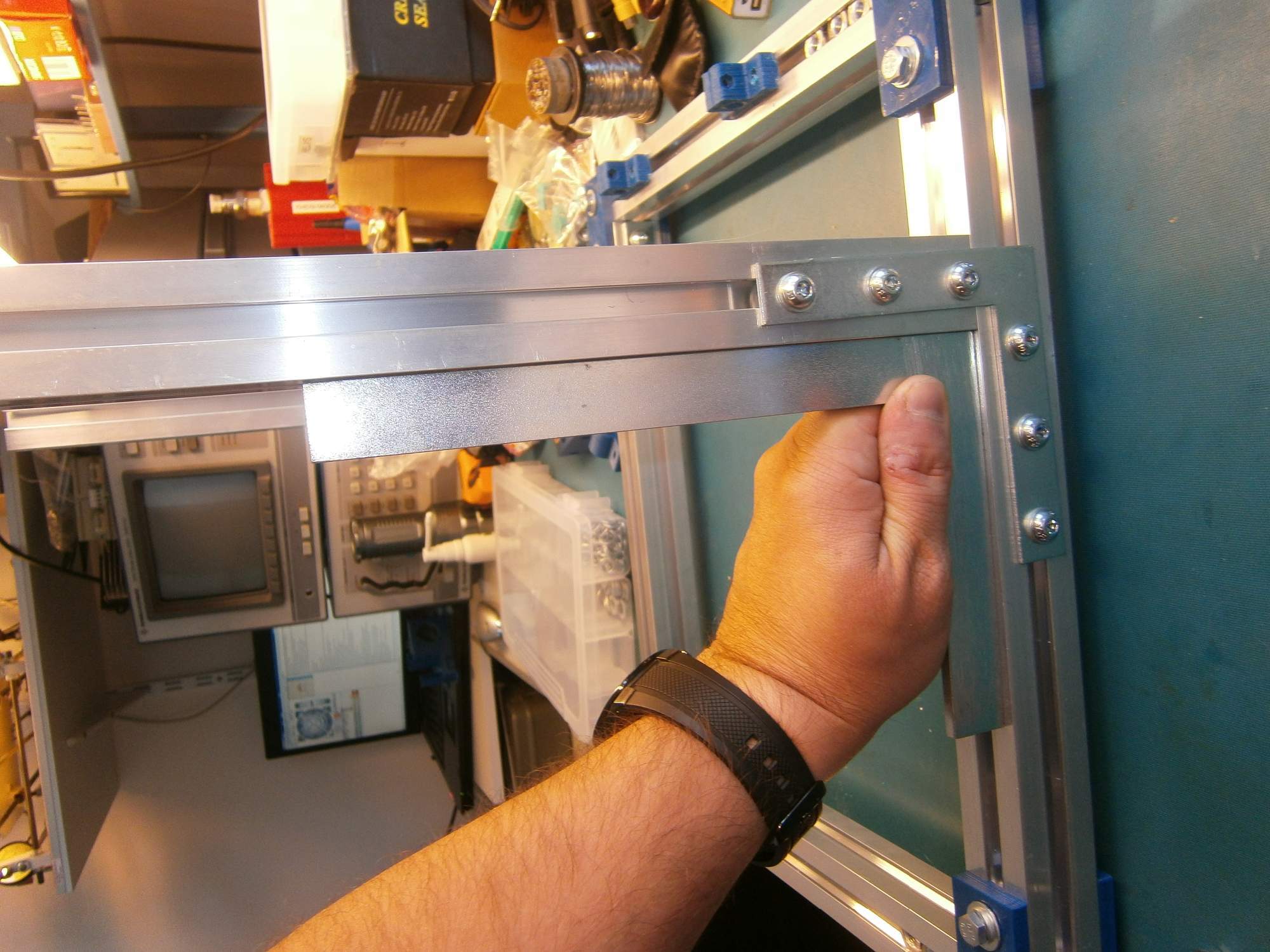
Po úspěšné stavbě tiskárny Průša-Mendel i2, zjištění všech technologických nedostatků vedlo k realizaci druhého konceptu. Volba padla na Rebel II, stavba z hliníkových profilů se mi zamlouvala. Vycházel jsem z návrhu verze viz: http://rebelove.org/viewtopic.php?f=36&t=258 .
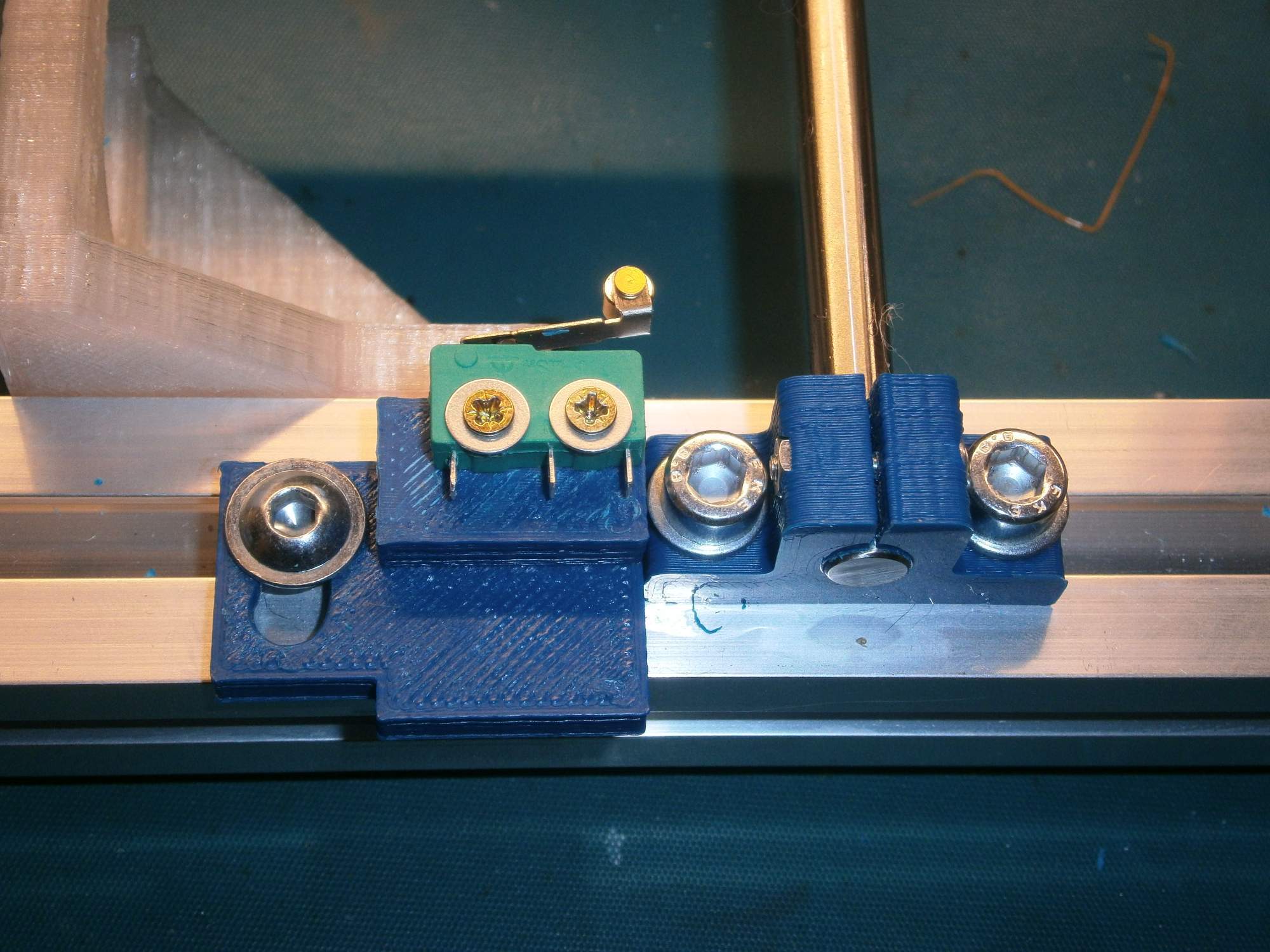
Průša Mendel i2 jsem stavěl jako nejlevnější a nejrychlejší variantu jak začít s 3D tiskem. Konstrukce je jednoduchá, ale nestabilní. Hliníkové profily vykazují daleko větší pevnost, i když jsou spojeny plastovými díly. Ty se ostatně dají podle potřeby vyměnit. První na řadě a zároveň nejnamáhanější díly jsou držáky krokových motorů pojezdu y,x. Motory se při delším tisku pod zátěží zahřívají, plast měkne a deformuje se. Pokud pomineme dynamické rázy při tisku, jsou držáky zatíženy i předepnutím ozubených řemenů. Pojezdy musí být udělány opravdu precizně, jinak je při vyšších rychlostech tisku vidět jak pojezd “zakmitává” v důsledku vůle. To se nejvíce projevujena delších rovných hranách v podobě jemných vlnek (rovina odpovídá dané ose).
Všechny plastové díly potřebné ke stavbě jsem si tisknul sám na předchozím modelu. Používám ABS (Akrylonitril-Butadien-Styren). ABS je amorfní termoplastický kopolymer a je to nejpoužívanější materiál v 3D tisku. Výhodami materiálu je především zdravotní nezávadnost, odolnost vůči vysokým i nízkým teplotám a mechanickému poškození. Neupravený ABS má bílou až krémovou barvu a může se obarvit různými barvivy a pigmenty. Nevýhodou je, že při ochlazování může dojít k narušení povrchu. Navzdory doporučením, tisknu teplotou 270° Celsia, plast je dostatečně tekutý a teplota vysoká na spojování vrstev, i při vyšších rychlostech. ABS začíná degradovat až při teplotách nad 280ºC

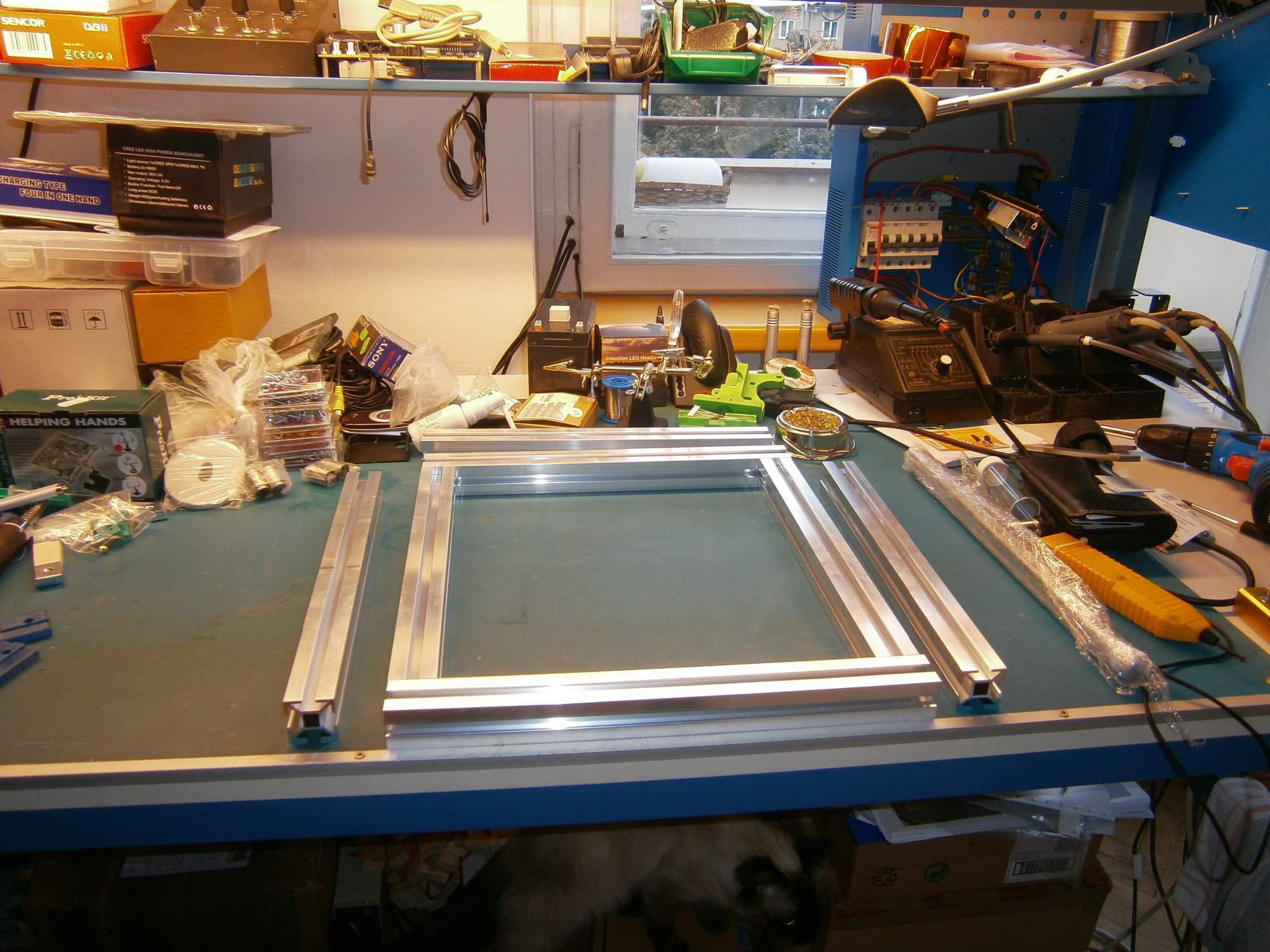
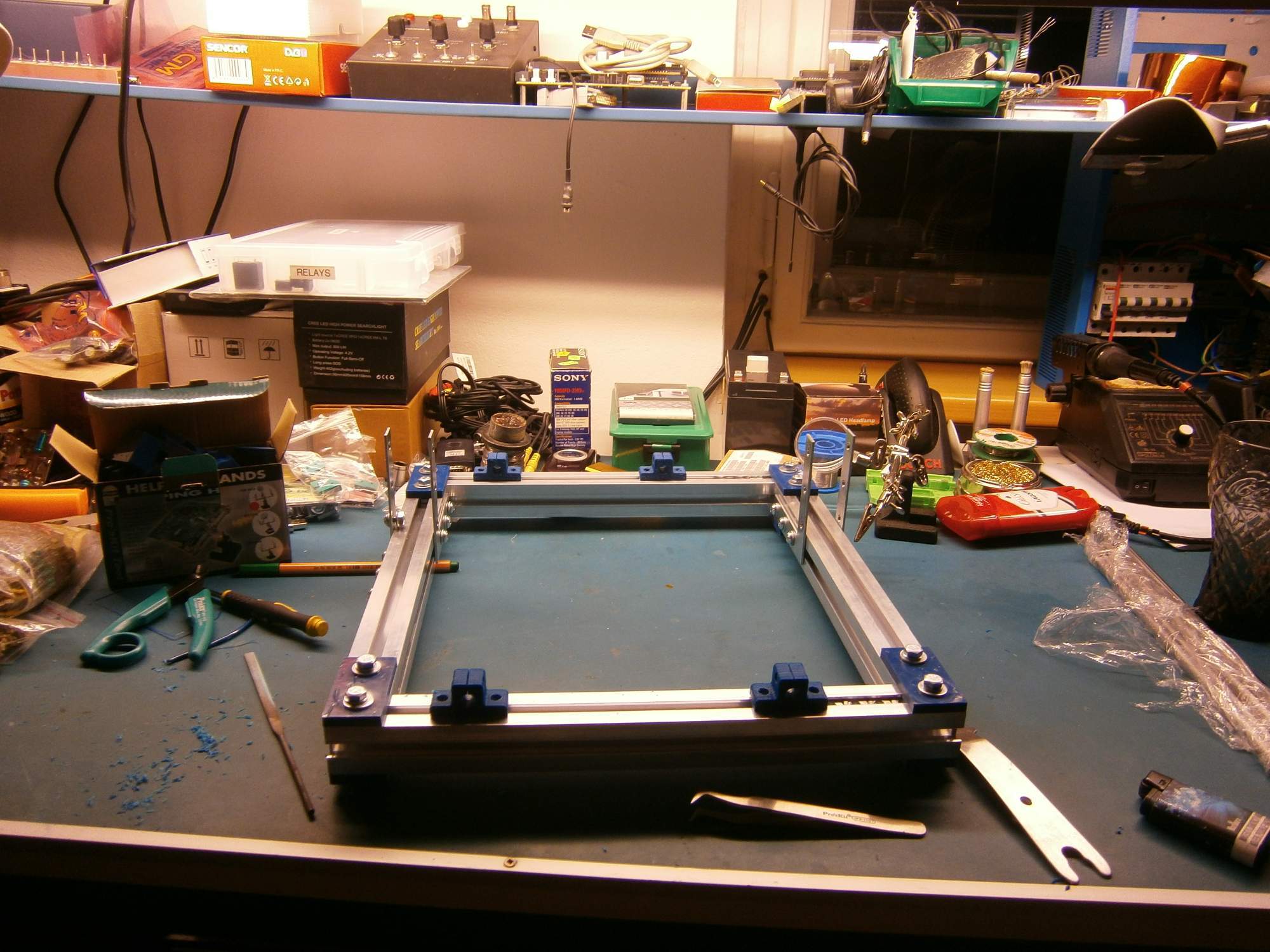
Návodů jak složit tiskárnu je na serveru rebelove.org dostatek 🙂 Výstupní kontrola je samozřejmě také důležitá.
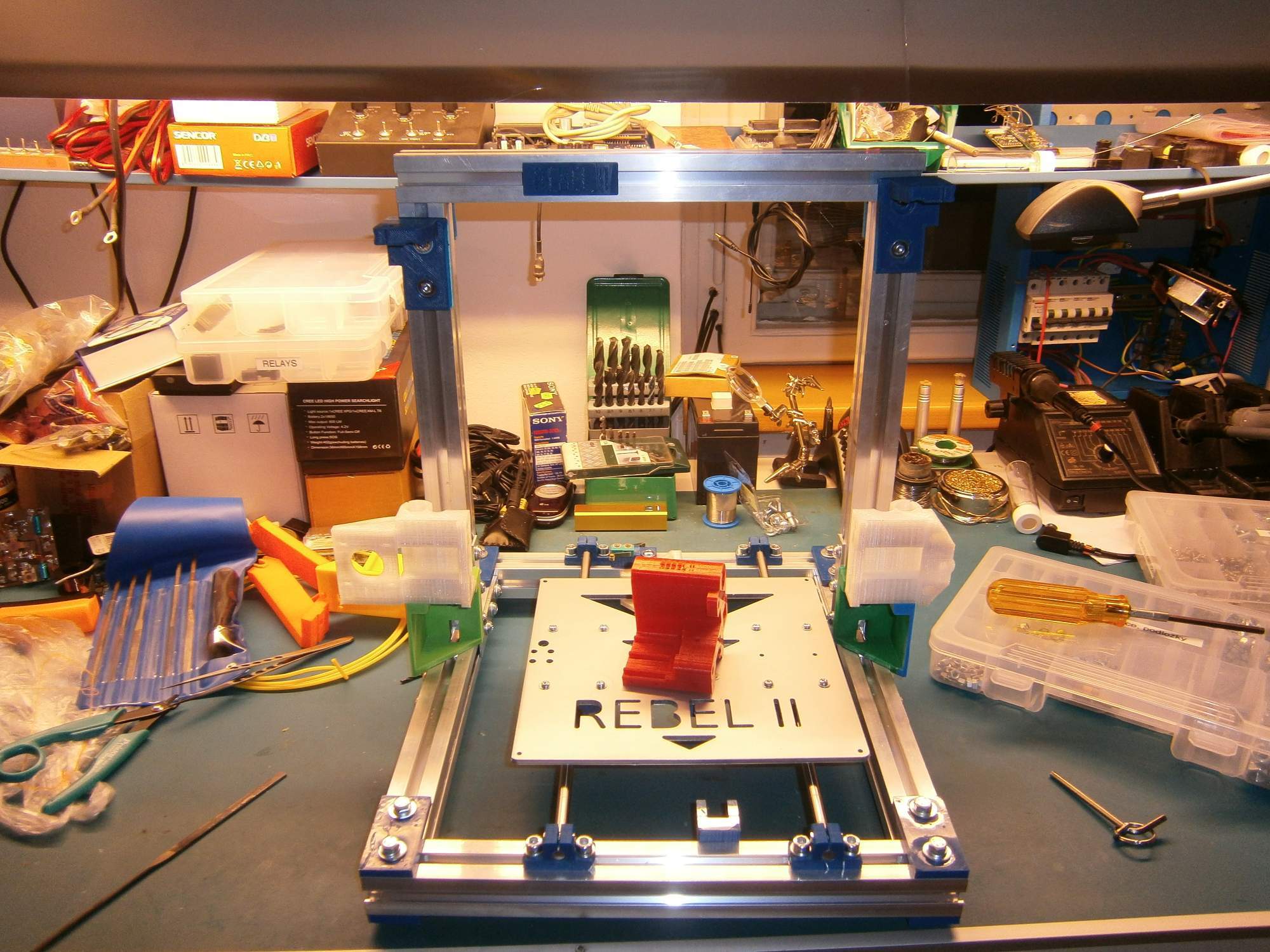
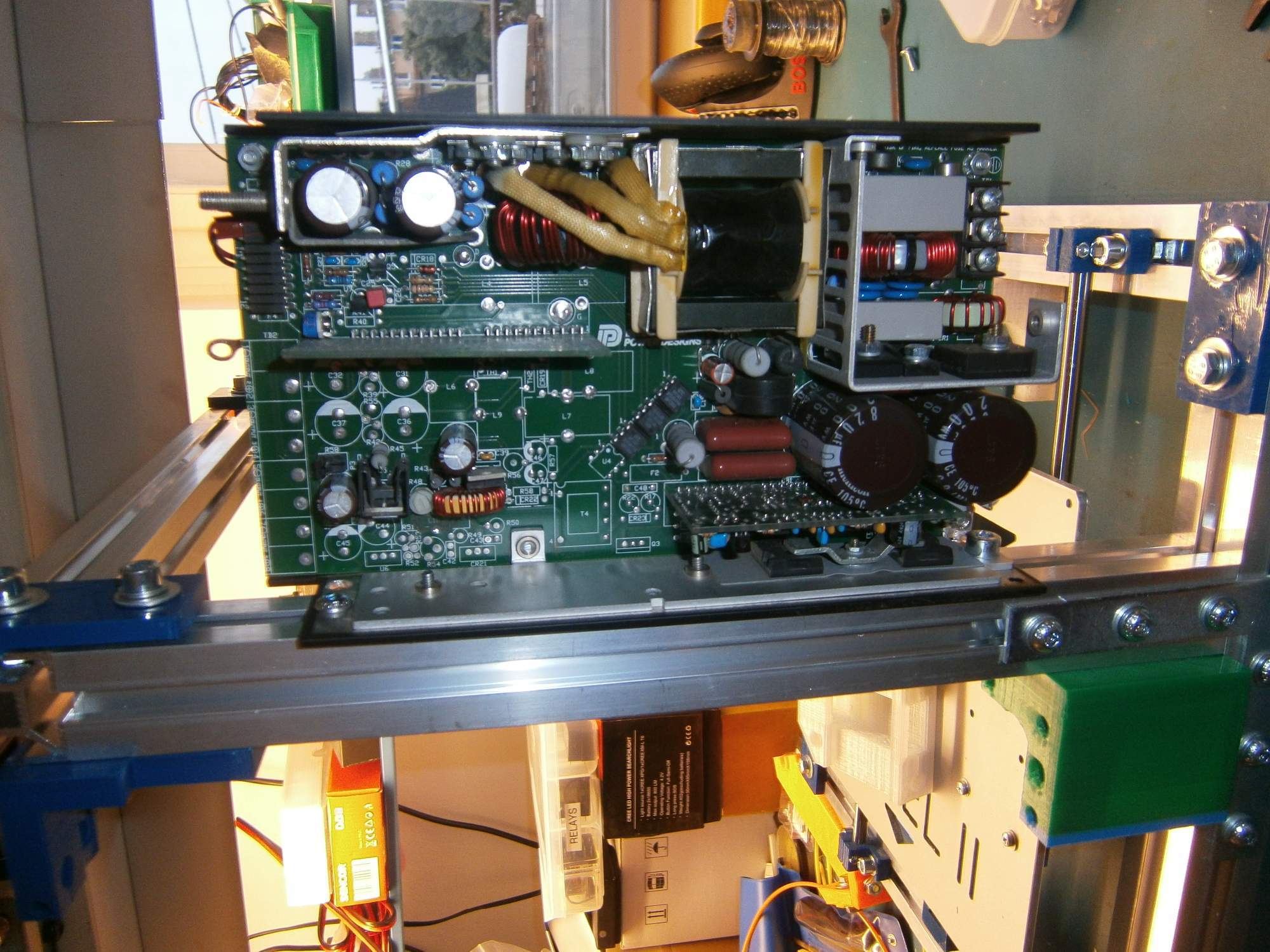
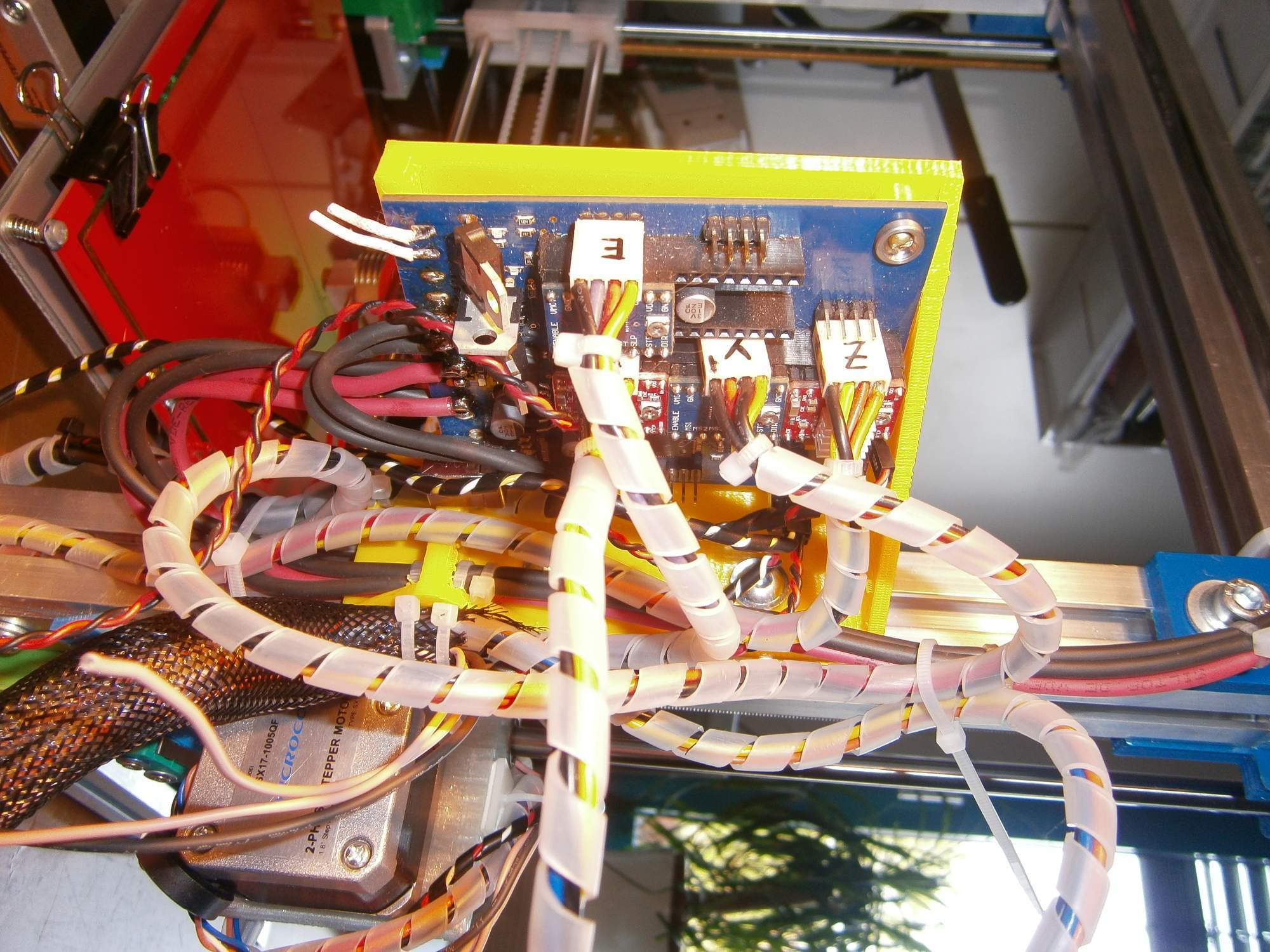
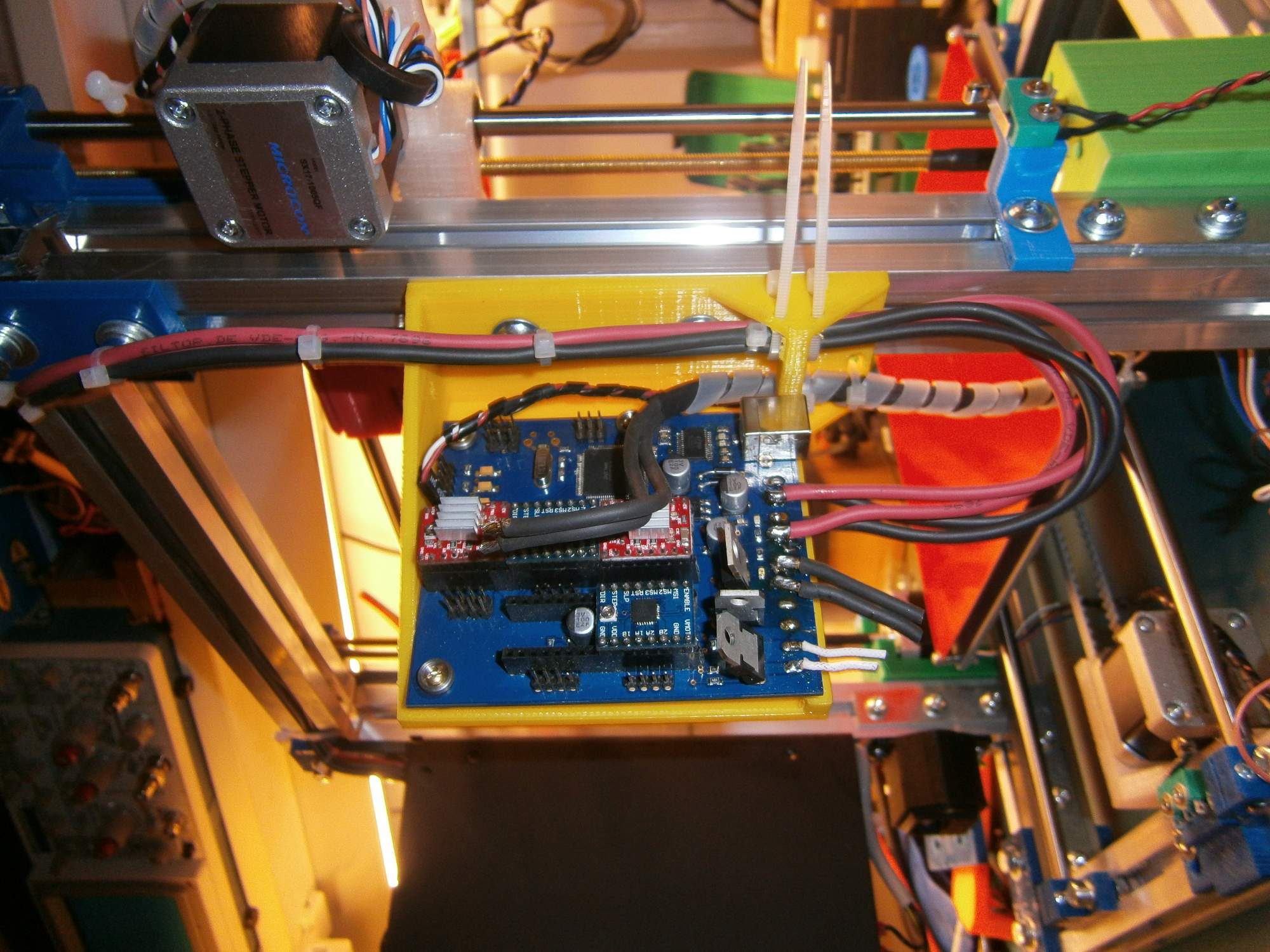
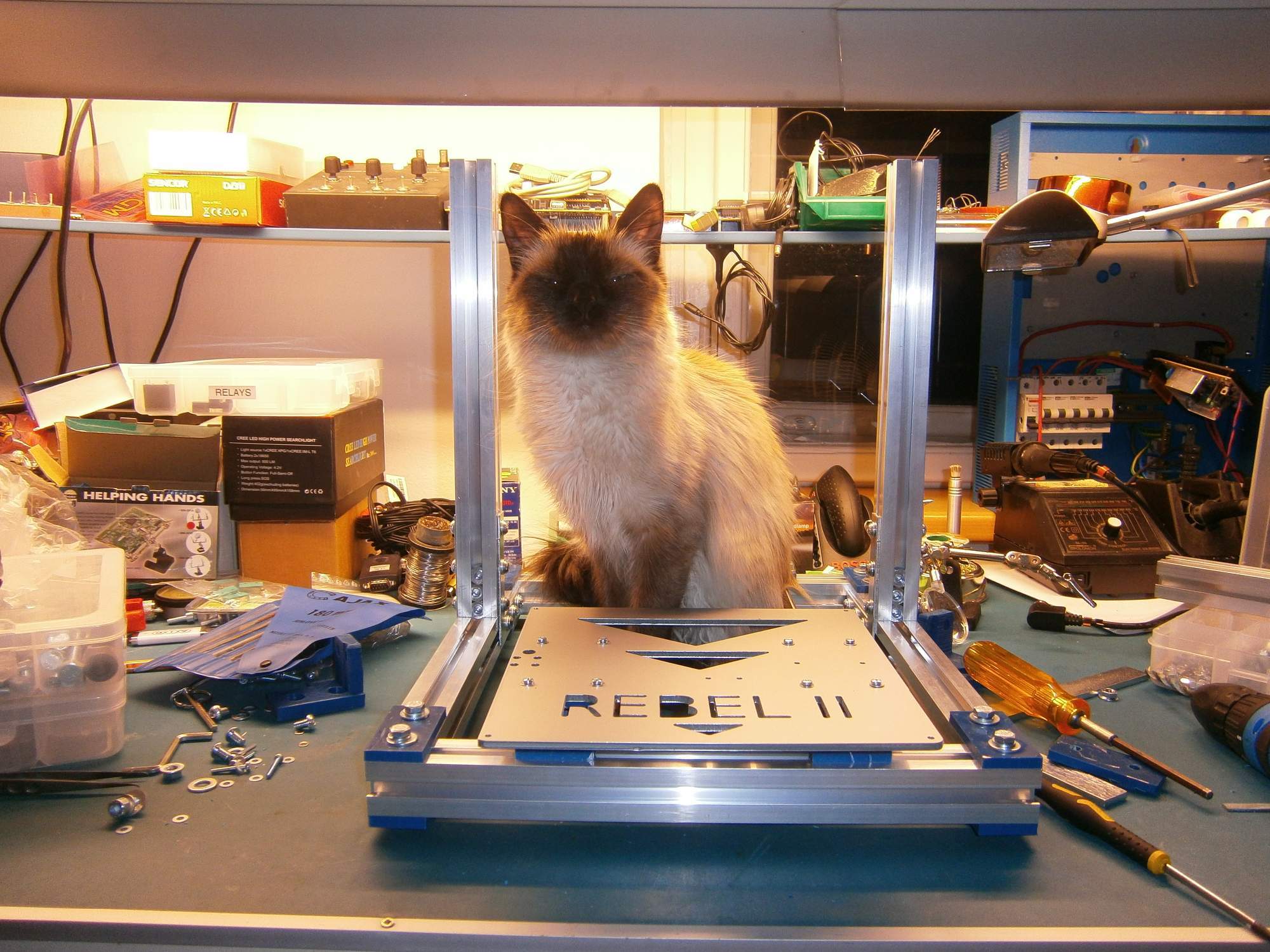
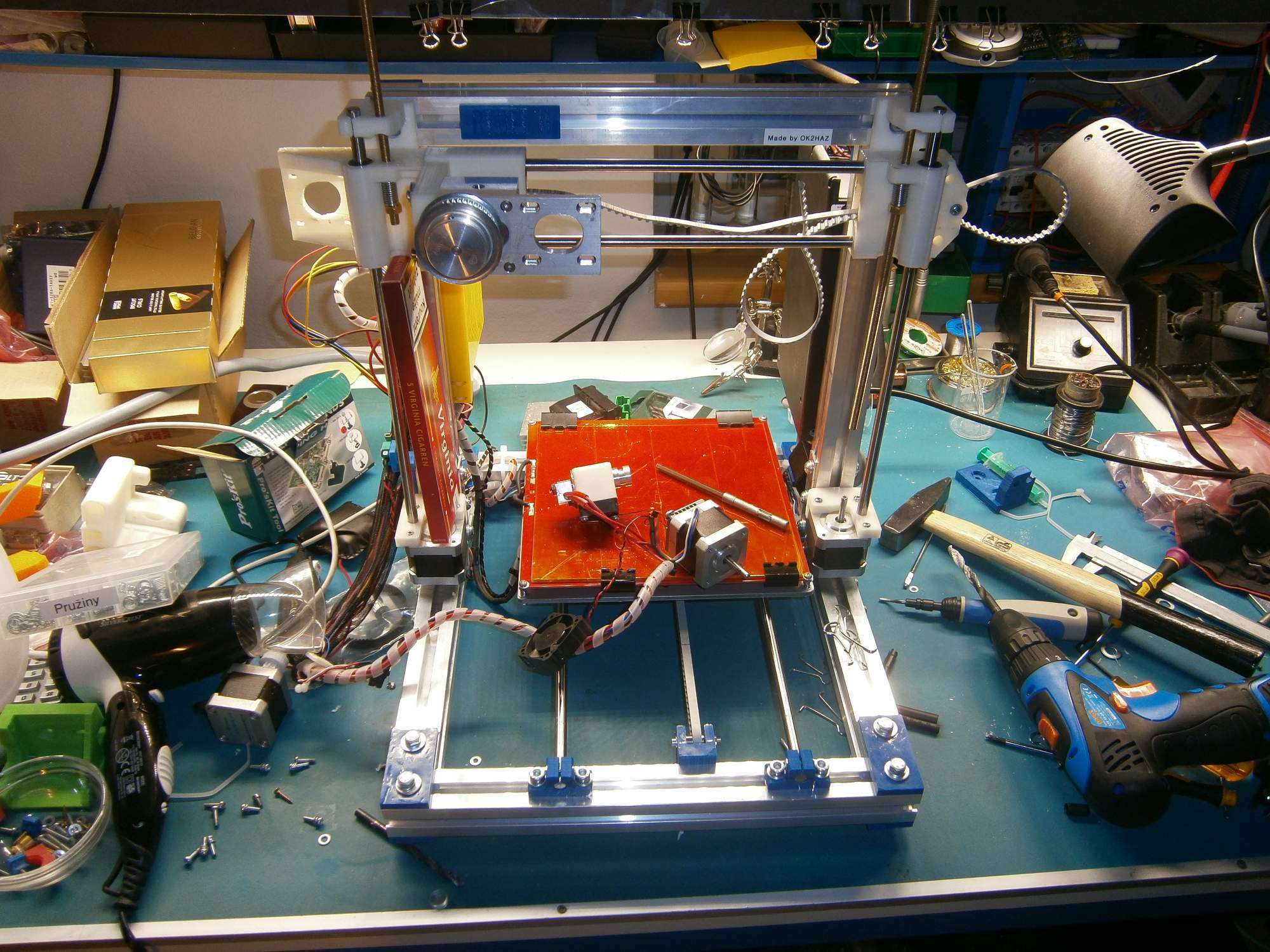
Pohled na rozestavěnou tiskárnu, vnitřní část spínaného zdroje 12V/300W a zapojení řídící elektroniky Cheaptronic s AtMega 2560.
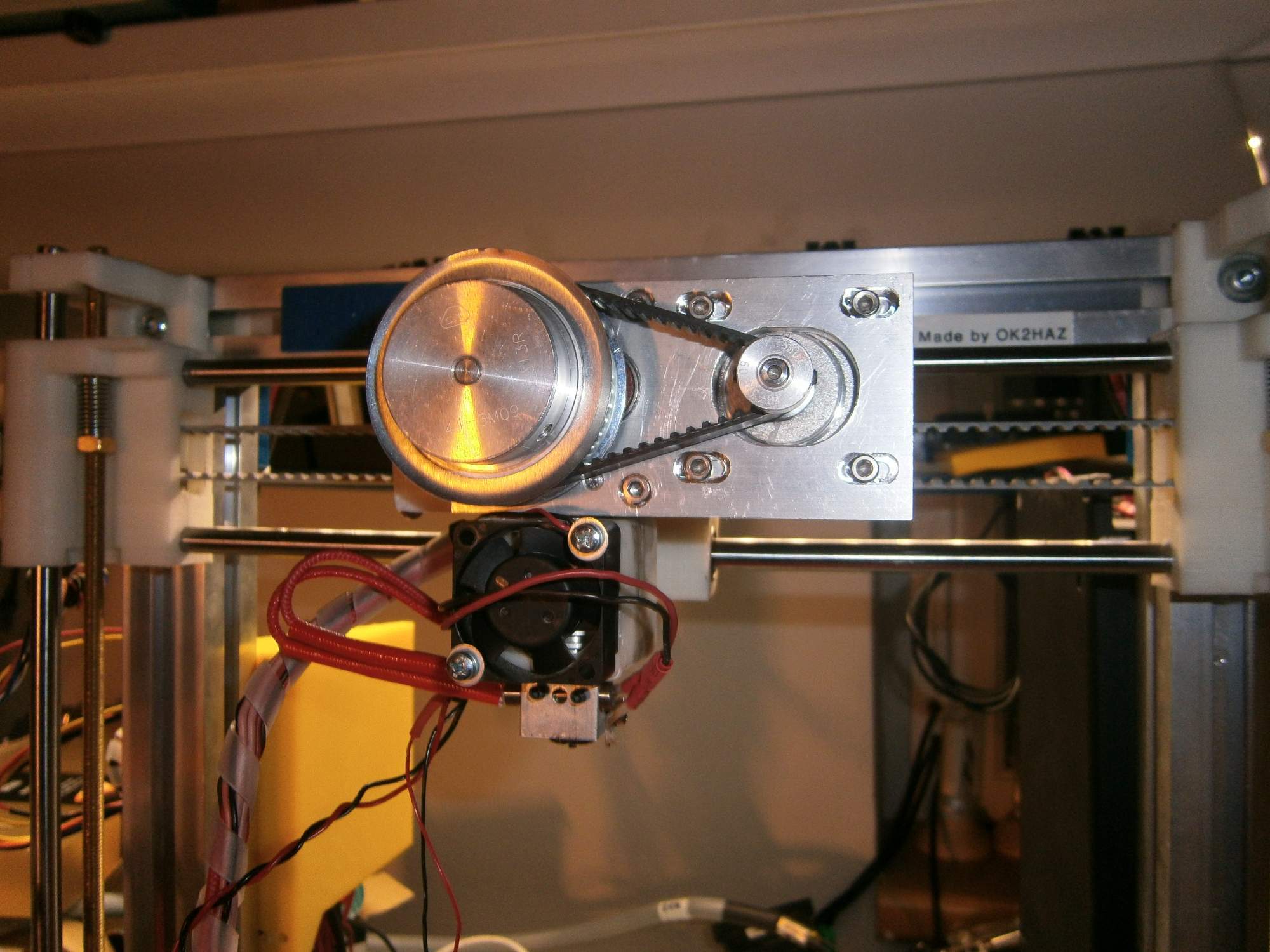

Upgrade tiskárny o celokovový extruder je nutnost. Síla potřebná k vtlačení tiskově struny to trysky je značná:) Klasický typ extruderu s jedním ozubeným kolečkem a přítlačnou kladkou se dá používat jen při menších rychlostech (cca 30mm/s), spolehlivost také není valná. Celokovový extruder má podavač řešen pomocí dvou ozubených kol, obě jsou hnané a tak opravdu nehrozí proklouznutí struny. Hotend extruderu vyhřívám na 260-270ºC a dosahuji tiskových rychlostí 160mm/s.
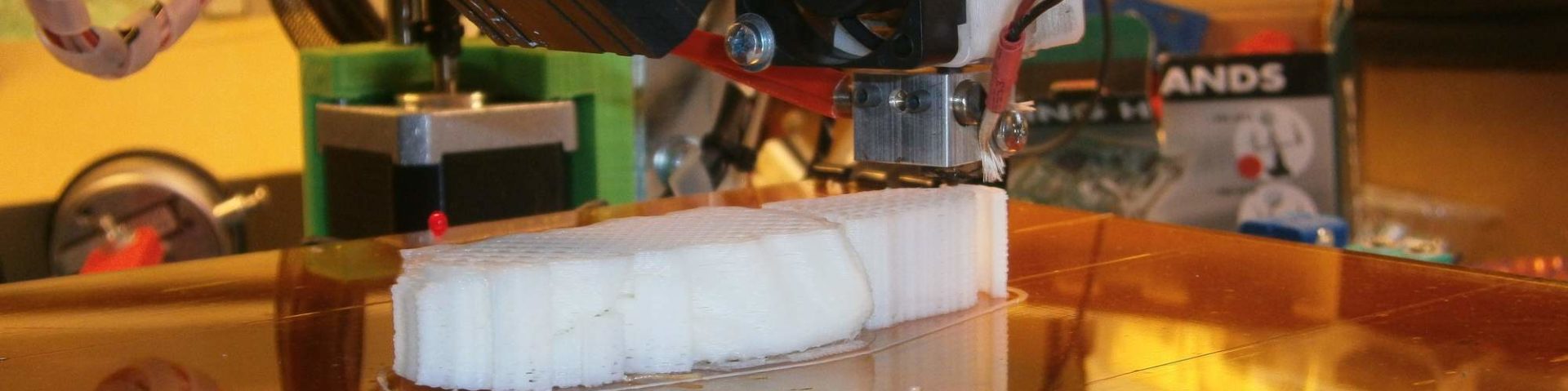
Několik ukázek reálného tisku:
V dalších sekcích budu přidávat obrázky tisku.
Dobrý den,
Bylo by možné kdybyste popsal podrobněji výrobu a instalaci kovového extruderu? Velice dekuji za odpověď!
Zdenek
Dobrý den,
celokovový extruder jsem sehnal na http://reprapobchod.cz/
Extruder pak mám pomocí upraveného vozíku připevněn na pojezdu X.
Běžně tisknu 120mm/s s klasickým Rebelím extruderem, šlo by to i víc, ale kvalita jde dolů z jiných důvodů než že by extruder nestíhal.. To co píšete o s ním dosahovaných malých rychlostech je hloupost.
Při tisku 3mm strunou nikoliv, jen ozubeným kolečkem na hřídeli motoru a přítlačným kolečkem vážně ne.